鉋について
各パーツの名称
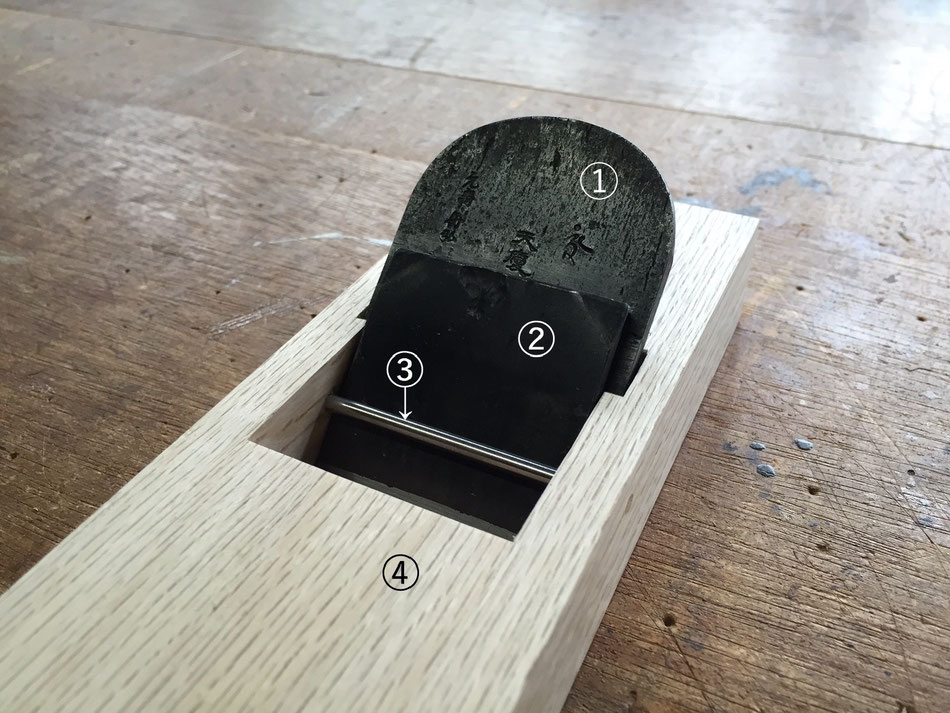
一般的な鉋は4つのパーツから出来ています。
①鉋身(カンナミ)、鉋刃(カンナバ)
②裏金(ウラガネ)、裏(ウラ)
③押さえ棒(オサエボウ)
④鉋台(カンナダイ)
各部の名称
・鉋身
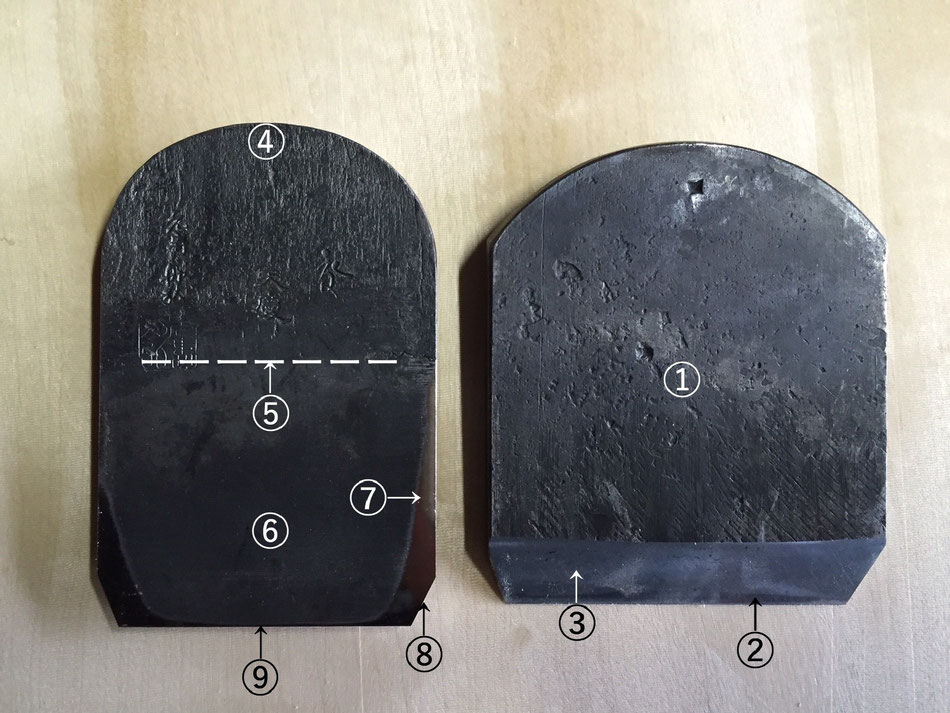
①表
②鋼…硬さや性質の違う様々な種類がある。鋼の先端は刃先。
③地金…柔らいかい程高級で研ぎ易い。
④鉋頭
⑤カエサキ…裏透き、鋼の終わり部分。大抵少しずれています。
⑥裏透き…磨き裏と黒裏がある。磨き裏でも黒裏でも削りには影響無いが黒裏の方が値段が高い。
⑦脚…ここが広がってくるとベタ裏になる。
⑧耳
⑨裏…糸のように細く真っ直ぐ延びた裏を糸裏ともいう。
・裏金

裏金の他に押さえ金や、押さえとも言う。
基本的には鉋身と同じ各部の名称。
①耳…台に締め込んだ時の硬さと、刃先どうしを密着させるために調整します。
②裏透き
③裏
④刃先…裏金は逆目を止めるため刃先を2段研ぎにする。
・鉋台
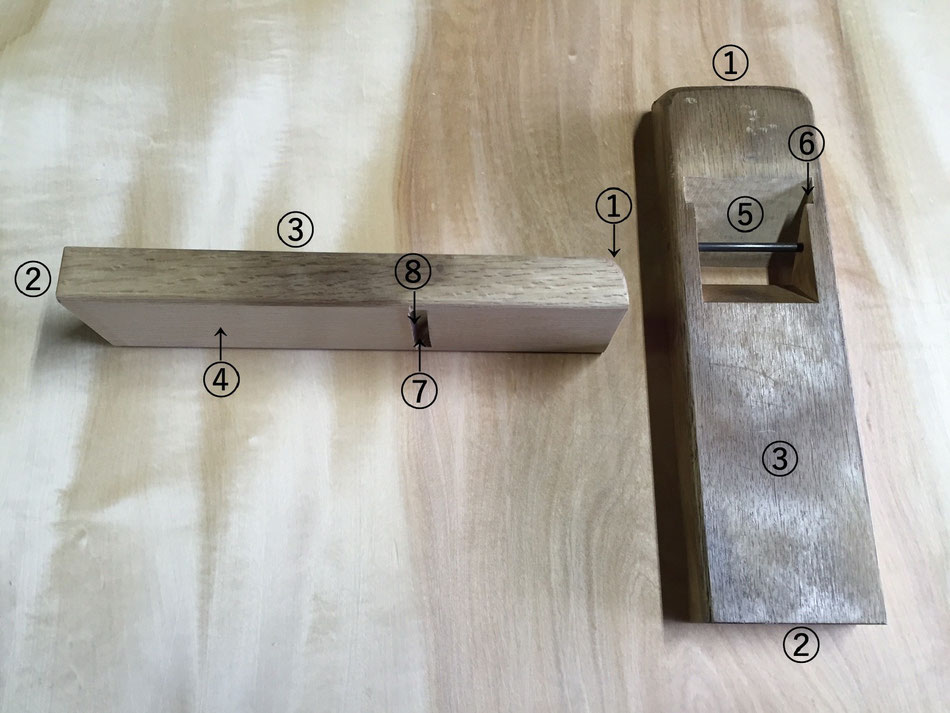
①台頭(ダイカシラ、ダイアタマ)…ここを叩くと鉋身が引っ込んで外れます。
②台尻
③上端(ウワバ)
④下端(シタバ)
⑤表馴染み(オモテナジミ)…ここを削って刃の仕込みの硬さを調整します。
⑥押さえ溝
⑦刃口…広くなると逆目が出やすくなる。普通口と包み口がある。
⑧コッパ返し
鉋の種類、選び方
・鉋のサイズについて

最初に買うなら寸6か、用途や手のサイズに合わせてその前後の寸八、寸四サイズが良いと思います。次に買うのなら面取りや硬い木を削るのに便利な48mmサイズがオススメ。
①寸六 長台鉋…鉋台の長い鉋。より正確な平面を削りたい時に使う。
②二寸…刃幅80mm、有効切削幅70mm。
③寸八…刃幅70mm、有効切削幅63mm。大工さんがよく使うサイズ。削ろう会もこのサイズを使う。
④寸六…刃幅65mm、有効切削幅57mm。家具屋さんでよく使うサイズ。
⑤寸四…刃幅60mm、有効切削幅54mm。女性や、硬い木を削るなら抵抗の少ないこのサイズがオススメ。
⑥54mm…有効切削幅48mm。寸四より小さいサイズは小鉋という。
⑦48mm…有効切削幅43mm。木端を削る時やテーブルの仕上げ等、意外と僕はよく使います。
⑧42mm…有効切削幅36mm。さらに小さいサイズの豆鉋もあります。
・その他の鉋
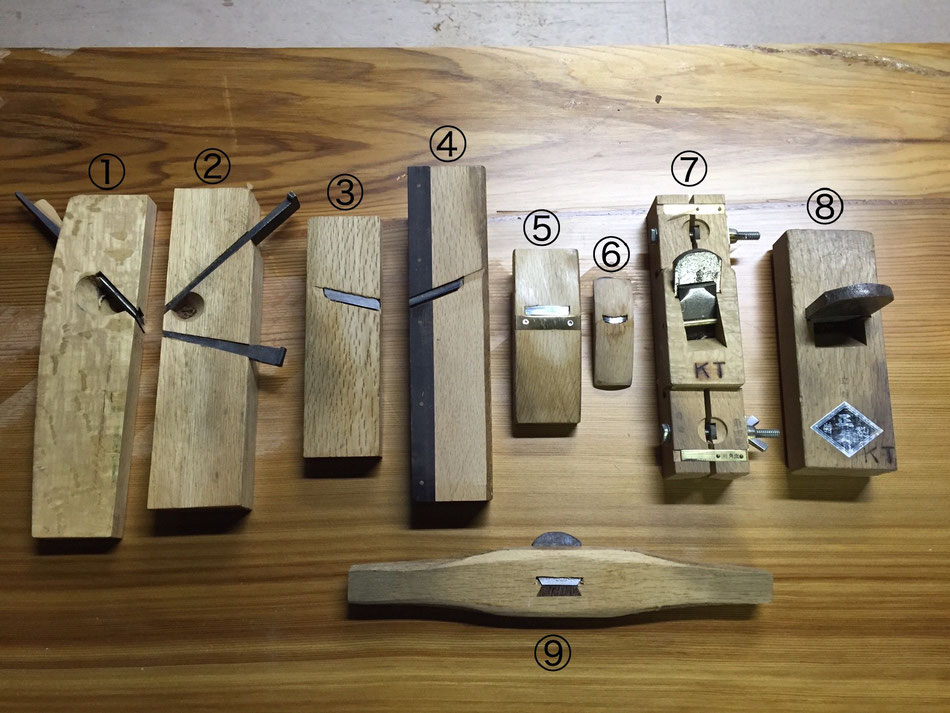
鉋にも作業に応じた色々な種類があります。必要に応じて使い分けましょう。
①作里鉋…引き戸の戸首や、敷居溝を削るのに使います。
②蟻鉋…下端と刃先に角度が付けてあり、蟻ホゾを削る時に使います。
③際鉋右…左右があるので注意。
④際鉋左…左右があるので注意。
⑤反鉋…曲線部分を削る際に使う。
⑥四方反鉋…座繰り等、立体的な曲線を削るのに便利な鉋。
⑦自由角面取鉋…45度の角度で面取し、削る幅を自由に調整できる。
⑧立鉋…鉋の台治し用の鉋。
⑨南京鉋…こちらも曲線を削る鉋。カーブのきつい時に僕は使うことが多い。
・鋼の種類

鋼は実際に木と接し削っていく最も重要な部分です。様々な種類があるので、どの鋼にするべきか迷うが、最初に買うなら安来の青紙だろう。硬さ、粘り、研ぎ易さのバランスが非常に良い。青紙より硬い鋼になると研ぎに時間がかかり、頻繁に研ぎ直す場合苦労する。また、硬い鋼は薄削りにもあまり向かない。逆に青紙より柔らかい鋼になると、広葉樹を削る際、刃が負けてしまうが、針葉樹を削る薄削りには最適。
ここで紹介している他にも代表的な物で安来の白紙、ハイス鋼、スェーデン鋼等があるが、僕は持っていないため割愛します。
①日立金属安来、青紙1号鋼…針葉樹のような軟材から、広葉樹の楢や欅までオールマイティに削れる鋼。
②日立金属安来、青紙スーパー鋼…青紙よりも硬く粘りのある鋼で、より長切れします。
③鋼炭素クロム鋼…特殊鋼系の鋼でクロムの含有量が青紙よりも高く、粘り強く耐久力のある鋼。
④東郷鋼…河合鋼鉄株式会社が販売していた鋼。現在は製作されていないため希少な鋼となっている。
⑤燕鋼…30年以上前に日本で製造されていた特殊鋼系の鋼で、硬く粘りがある。硬木、木口削り向き。
⑥欧州青鋼……スウェーデン製で安来の青紙に元素配合を似せて作った特殊鋼。
⑦天慶は舟弘氏のオリジナルブレンド鋼。炭素鋼に近い特殊鋼で、仕上げや薄削り向き。
・鉋台の選び方

鉋を購入する際に一緒についてくる鉋台だが、これにも色々な種類がある。木取りの仕方で柾、追い柾。樹種の違いで白樫、赤樫(鉋のサイズについての写真④)。一枚刃と二枚刃では押さえ棒の有無で台の構造に違いがある。
また、高級な鉋には台打ちした人の屋号が入っているものもあり、特に小吉屋、なしやは最高クラスの台入れといわれています。
最初に選ぶ上で注意すべきなのは、台の仕込みがどこまでされているかです。多いのは八分仕込み、九分仕込み、すぐ使いです。すぐ使いは購入後、微調整だけですぐに使えるよう仕込みが終わっているものですが、鉋の構造や仕込みのやり方を覚えるうえでも、八〜九分仕込みの物を選ぶと良いと思います。
・鉋を購入したら最初にすること
鉋を購入したら、まずは刃を抜いて商品の確認をします。刃の抜き方は台頭の両端を木槌等で叩くと抜けます。商品に問題が無ければ、刃を仕込んでいく前に台の面取りをしましょう。先に角を取っておくことで、台を握った時痛くないですし、マメ等も出来にくくなります。また、台頭の部分も角を大きく取っておけば、玄翁で叩いて刃を抜いても台頭が潰れません。逆に、木口側の下端は面取りしないでください。削った時にゴミが木と台の間に入ってしまう原因になります。
・鉋の裏出し
次に、鉋身を仕込んでいきます。仕込む際、表馴染みを削っていくのですが、先に基準となる鉋身の裏を調整します。裏切れや、平面が出ていない場合は裏の叩き出しを行います。叩き過ぎて鋼が割れないよう注意しましょう。なるべく真っ直ぐに糸裏を維持するのが理想です。裏がしっかりと出ている場合は叩き出す必要はありませんので、次の鉋の裏研ぎに進んで下さい。実際に叩き出ししている動画はこちらから。
・鉋の裏研ぎ
表馴染みを削る前に、一度裏を研いで基準面を作ります。裏押し、裏出し等とも言いますが、刃の裏面の刃先裏から脚(上記写真、各部の名称、鉋身⑦⑨参照)にかけての鏡面になっているところを研ぐことを指します。仕込んだ時に、この部分が鉋台の抑え溝(上記写真、各部の名称、鉋台⑥参照)に当たるため、真っ直ぐに平面を出しておく必要があります。
裏を研ぐ時にも私は砥石を使用しています。使用している砥石はシャプトンの刃の黒幕でセラミック砥石です。粒度は#1,000、#2,000、#8,000の順に研いでいきます。裏を研ぐ前には、必ず砥石治しをして、砥石の平面が正確に出ているようにして下さい。研いだ時、裏が均一な色になれば上手く裏出し出来ています。こまめに確認しながら作業しましょう。研ぎ過ぎてベタ裏にならないよう注意しましょう。
・鉋刃の研ぎの角度
鉋刃の刃先の角度は広葉樹を削る場合、28度〜30度に研ぎます。針葉樹を削る場合は26度〜28度くらいです。鋭角に研ぐと切れ味は良くなりますが、長切れしません。鈍角に研ぐと、刃先は欠けにくくなり長切れしますが、切れ味は落ちてきます。鉋の種類や、よく削る木によって鉋刃の研ぎの角度を決める必要があります。ですが、削るきに合わせて刃先の角度を木に合わせて毎回変えるのは大変なので、違う角度で研いだ鉋をいくつか持っていれば、より効率的に作業できます。また、繰り返し研いで削っていくと、その鉋のベストな刃先の角度が自然と分かってきます。
刃先の角度を図る定規はこちらを参考にしてみてください。
・表馴染みの調整方法
表馴染みを削って刃の入りを調整していきます。刃の表側を鉛筆で塗りつぶし、台に差し込んで鉋身が表馴染みに当たっているところを黒く記しします。そして黒くなったところを口切り鑿で少しずつ落としていきます。この作業を繰り返すと少しずつ刃が台に入っていきますので、適当な刃の入り、仕込みの硬さになるまで削れば表馴染みの調整は終わりです。抑え溝の横も当たっている場合は削ります。詳しくは下の動画をご覧ください。
作業後、鉋身につけた鉛筆は消しゴムで落とします。また、鉛筆の代用としてカーボン紙を適当なサイズにカットして刃と表馴染みの間に挟み記しをしていくことも可能です。
・押さえ溝の調整
鉋身の側面が台に当たっていたり、溝の幅が狭い場合は押さえ溝を削ります。この時、鉋身の裏が当たる溝の上面は基準面になりますので絶対に削らないで下さい。削り方は表馴染み同様に、鉛筆で鉋身の側面を塗りつぶし、差し込んで黒くなった部分を鑿で落とします。刃と台の隙間が両サイドとも均一に0.5mm程度開くようになればokです。また、刃をさした時、両側面とも反対側から光が見えているか確認しましょう。
鉋身は、刃先から鉋頭に向けて徐々に幅が広くなっています。そのため、刃を研いで短くなっていくと幅が広がっていくので定期的に押さえ溝も削って調整する必要があります。同様に表馴染みもキツくなっていきますので、こまめに調整しましょう。
・刃口の仕込み
表馴染みと、押さえ溝の調整ができたら、刃口の調整をしていきます。鉋身を台に差し込み、鉋頭を玄翁等で叩いて、刃口まで刃先を出します。新品の鉋(直ぐ使いは除く)の場合、刃口と刃先がくっつくような感じになっています。これだと削り屑が刃口で詰まってしまい上手く削れません。そのため、刃口を口切鑿等で少し削って鉋屑が詰まらないように広げます。刃口と刃先の隙間と0.5〜1mmくらいになればベストです。いきなり広くしてしまうと逆目が出やすくなるので、最初は狭めに仕込んで、削った時詰まるようなら徐々に広げていくようにしましょう。また、刃口はなるべく真っ直ぐに削っておくと、削り屑が綺麗に出やすくなります。
使い込んで繰り返し鉋台を調整していくと、刃口はどんどん広がっていきます。広くなりすぎると刃口を埋める作業が必要になってきます。なので、最初のうちは鉋屑が詰まらない程度に狭くしておくのがオススメです。
・鉋台の下端調整
鉋台の最後の仕込み作業が、下端の調整になります。鉋台は気温や湿度で反ったり捻れたりするため、下端は削る度にこまめに調整する必要があります。今回は僕が普段やっている簡単な方法を紹介します。準備する物は、鉋の下端定規、平面の出たガラス板、裏面に接着剤の付いた#180のサンドペーパーです。
最初に下端全体をサンドペーパーで擦って平面を出し、次に刃口部分と台尻部分を残して他の部分を髪の毛1本分削ります。下端定規で様子を見て微調整すれば終了です。
以前は台治し用の立ち鉋を使用していましたが、最近はこのやり方が簡単で早いため主流になってきています。是非試して見て下さい。
・鉋刃の研ぎ
鉋台の調整が終わると、最後に鉋身の刃と裏金を研ぎます。まずは鉋身から。
使用するのは、#1,000、#2,000、#8,000の砥石です。僕はシャプトンの刃の黒幕シリーズを愛用しています。この他に、砥石治し用にダイヤモンド砥石の#1,000を使っています。研ぎの仕上げに天然砥石を使うこともありますが、初めのうちは必要無いと思います。
最初に砥石を軽く濡らして#1,000、#2,000、#8,000の順番に研いで行きます。刃返りがしっかり出たらより細かい粒度の砥石に変えて行きます。#8,000で研いだ後、刃先を触ってみて指に吸い付いて来るようならしっかり研げています。研ぎについては何度も繰り返し練習してコツを掴んで行くしかありません。うまく研げなかった場合は、必ず#1,000からやり直しましょう。
以下工事中です。次回アップデートまでしばらくお待ち下さいm(_ _)m